
|
جزئیات محصول:
|
| نام تجاری: | Tisco | تایپ کنید: | بدون درز و جوش داده شده |
|---|---|---|---|
| لهستانی: | ساتن، روشن یا آینه | نرم افزار: | دکوراسیون، صنعت |
| بخش شکل: | دور توخالی | کیفیت: | بالا |
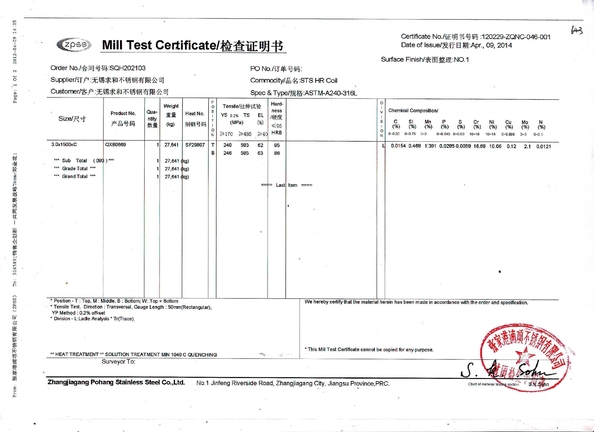
| برجسته: | ,,ss seamless pipes |
||
Hastelloy B2 لوله Hastelloy B2 ترکیب HASTELLOY آلیاژ B-2 UNS N10665 لوله
Ni 68، Mo 28، Fe 2، Cr 1، C 0.02 Mn 1.0
اوراق بهادار با کارایی بالا و تولید Hastelloy B2 در این کلاس در فرم های زیر: نوار، سیم پیچ، ورق / ورق، اتصال دهنده. درخواست نقل قول در این کلاس.
بررسی اجمالی
Hastelloy B2 یک آلیاژ نیکل مولیبدن است که دارای مقاومت قابل توجهی در کاهش محیط ها مانند گاز کلرید هیدروژن و اسید سولفوریک، استیک و فسفریک است. Hastelloy B2 مقاومت به اسید سولفوریک خالص و تعدادی از اسیدهای غیر اکسیداسیون را فراهم می کند. آلیاژ را نباید در رسانه های اکسید کننده یا جایی که آلاینده های اکسید کننده در کاهش رسانه های موجود استفاده می شود. اگر از آلیاژ B2 استفاده می شود که در آن آهن یا مس در سیستم حاوی اسید هیدروکلریک وجود دارد، نارسایی زودرس ممکن است رخ دهد.
کاربران صنعت مانند مقاومت در برابر طیف گسترده ای از اسیدهای ارگانیک و مقاومت در برابر ترک خوردگی استرس خوردگی ناشی از کلر است.
Hastelloy B2 مقاومت در برابر تشکیل رسوبات کاربید مرز دانه در منطقه آسیب دیده جوش دارد و برای اکثر فرایندهای شیمیایی مناسب در شرایط جوش پذیر مناسب است. مناطق جوش تحت تاثیر گرما باعث کاهش بارندگی کاربید ها و سایر فاز ها می شوند تا از مقاومت خوردگی یکنواخت مطمئن شوند.
آلیاژ B2 دارای مقاومت بسیار خوبی در برابر خوردگی و ترک خوردگی استرس است.
برنامه های کاربردی
مقاومت برتر در برابر اسید هیدروکلریک، کاتالیزورهای کلرید آلومینیوم و سایر مواد شیمیایی قوی کاهش می یابد. عالی درجه حرارت بالا در جو و بی هوشی خلاء.
Hastelloy B2 یک آلیاژ نیکل مولیبدن است که مخصوص تجهیزات مورد استفاده برای کاهش محیط شیمیایی مناسب است.
کاربردها در صنایع فرایند شیمیایی شامل اسید سولفوریک، فسفری، هیدروکلریک و استیک. درجه حرارت از درجه حرارت محیط به 1500 درجه فارنهایت بسته به محیط های مختلف (لطفا با مشاوره فنی تماس بگیرید).
علم شیمی
شرایط شیمیایی | |||||||
|---|---|---|---|---|---|---|---|
نیکل | مو | آهن | کروم | سی | سی | Mn | |
حداکثر | آوریل | 30.0 | 2.0 | 1.0 | 0.02 | 0.10 | 1.0 |
حداقل | 26.0 | ||||||
داده های کششی
ملزومات مکانیکی | |||||
|---|---|---|---|---|---|
کششی نهایی | قدرت عملکرد (OS 0.2٪) | طولانی ٪ | R / A | سختی راکول | |
| حداقل | 110 کیلوگرم | 51 KSi | 40 | ||
| حداکثر | |||||
| حداقل | 760 مگاپاسکال | 350 مگاپاسکال | |||
| حداکثر | |||||
مشخصات فنی
UNS | UNS N10665 |
|---|---|
بار | ASTM B335 ASME SB335 |
سیم | |
ورق | ASTM B333 |
صفحات | ASTM B333 ASME SB333 |
مناسب | ASTM B366 ASME SB366 |
آهنگری | ASTM B564 |
سیم جوش | A5.14 ERNiMo-7 |
الکترودهای جوش | ASME SFA 5.11 (ENiMo-7) AWS A5.11 (ENiMo-7) |
لوله / لوله بدون درز | ASTM B622 ASME SB622 |
لوله جوش | ASTM B619 ASME SB619 |
لوله جوش | ASTM B626 ASME SB626 |
میله های سیم برنجی | ASME SFA 5.14 (ENiMo-7) |
دین | 2.4617 |
شکل پذیری
Hastelloy B2 کار سختی می کند، اما زمانی که اقدامات احتیاطی مناسب صورت می گیرد، می تواند شکل بگیرد. ورق (0.063 "ضخامت) در شرایط حرارتی در دمای 1950 درجه فارنهایت و سرخ شده سریع دارای عمق جامی olsen 0.75" یا 14.5 میلی متر است.
جوشکاری
Hastelloy B2 مقاومت در برابر تشکیل رسوبات کاربید مرز دانه در منطقه آسیب دیده جوش دارد و برای اکثر فرایندهای شیمیایی مناسب در شرایط جوش پذیر مناسب است. مناطق جوش تحت تاثیر گرما باعث کاهش بارندگی کاربید ها و سایر فاز ها می شوند تا از مقاومت خوردگی یکنواخت مطمئن شوند.
ماشینکاری
خوردگی، دما و آلیاژهای مقاوم در برابر سایش، مانند Hastelloy B2، نیکل و کبالت در هنگام ماشینکاری، به عنوان متوسط یا سنگین در نظر گرفته می شوند، اما باید تأکید کرد که این آلیاژها با استفاده از روش های تولید متعارف می توانند با سرعت رضایت بخش تولید شوند. در طول ماشینکاری این آلیاژها به سرعت در حال کار سخت می شوند، حرارت زیادی را در طول برش تولید می کنند، به سطح برش ابزار جوش داده می شود و مقاومت بالا بر روی فلزات را به دلیل مقاومت زیاد برشی می دهد. نکات کلیدی زیر باید در طول عملیات ماشینکاری مورد توجه قرار گیرد:
ظرفیت - ماشین باید سفت و سخت باشد و به همان اندازه که ممکن است.
جرم و جنایت - قطعه کار و ابزار باید سفت و سخت نگه داشته شود. کم کردن وسوسه ابزار
SHARPNESS TOOL - اطمینان حاصل کنید که ابزار همیشه در حال تیز است. تغییر در ابزارهای تیز در فواصل منظم، نه از ضرورت. زمین خاکی 0.015 اینچ یک ابزار کسل کننده محسوب می شود.
TOOLS - استفاده از ابزار زاویه ای مناسب برای اغلب عملیات ماشینکاری. ابزار زاویه ای منحصربفرد می تواند برای کاهش متناوب و حذف سنگین در نظر گرفته شود. ابزارهای سرسیلند برای اغلب برنامه ها پیشنهاد می شوند. ابزارهای با سرعت بالا می توانند با نرخ تولید پایین تر مورد استفاده قرار گیرند و اغلب برای کاهش متناوب توصیه می شود.
پراکندگی های مثبت - برای حفظ عملکرد برش مثبت از مواد سنگین و ثابت استفاده کنید. اگر خوراک کاهش می یابد و ابزار در برش ساکن است، سخت شدن کار رخ می دهد، عمر ابزار خراب می شود و تحمل های نزدیک غیر ممکن است.
لجن - روان کننده مطلوب است، روغن های محلول مخصوصا در هنگام استفاده از ابزار کاربید توصیه می شود. پارامترهای ماشینکاری دقیق، جدول 16 و 17 ارائه شده است. توصیه های عمومی برش پلاسما در جدول 18 ارائه شده است.
| جدول 16 | |
|---|---|
| نوع ابزار توصیه شده و شرایط ماشینکاری | |
| عملیات | کاربید ابزار |
| خیس شدن، با وقفه شدید | تراشکاری یا رو به رو شدن با درجه C-2 و C-3: درج مربع منفی، SCEA1 45 درجه، شعاع 1/32 در داخل بینی. نگهدارنده ابزار: 5 درجه neg. عقب راک، 5 درجه neg راک سمت سرعت: 30-50 SFM، 0.004-0.008 اینچ، 0.150 در عمق برش. Dry2، oil3، یا coolant4 پایه آب. |
| roughing معمولی | تبدیل یا مواجه شدن با درجه C-2 یا C-3: درج مربع منفی، SCEA 45 درجه، 1/32 در شعاع بینی. نگهدارنده ابزار: 5 درجه neg. عقب راک، 5 درجه neg راک سمت سرعت: 90 sfm بسته به استحکام تنظیم، 0.010 اینچ، 0.150 اینچ عمق برش. خنک کننده خشک، روغن، یا آب پایه. |
| به پایان رساندن | چرخش یا مواجه شدن با درجه C-2 یا C-3: در صورت امکان، مربع خاك مثبت، در صورت امکان، SCEA 45 درجه، شعاع 1/32 عدد بینی. دارنده ابزار: 5 درجه پست. عقب راک، 5 درجه پست. راک سمت سرعت: 95-110 اسفم، 0.005-0.007 اینچ، 0.040 اینچ عمق برش. خنک کننده خشک یا آب پایه |
| خسته کننده خشن | کلاس C-2 یا C-3: اگر نوع نوار خسته کننده را وارد کنید، از ابزارهای استاندارد خنده دار با بزرگترین امکان SCEA و 1/16 در شعاع بینی استفاده کنید. اگر نوار ابزار بریزید، درجه حرارت 0 درجه عقب راک، 10 درجه pos. راکت صحیح، شعاع 1/32 سانتیمتری و بزرگترین SCEA ممکن است. سرعت: 70 اسب بخار بسته به سختی نصب، 0.005-0.008 اینچ، 1/8 اینچ عمق برش. خنک کننده روغن خشک، روغن یا آب. |
| پایان دادن به خسته کننده | کلاس C-2 یا C-3: با استفاده از ابزارهای استاندارد خنده دار بر روی میله های نوعی درج. ابزارهای ریختنی کریستالی برای چرخاندن و مواجه شدن با رقیق، به جز رک پشت، ممکن است بهترین درجه حرارت در 0 درجه باشد. سرعت: 95-110 SFM، 0.002-0.004 در خوراک. خنک کننده آب پایه |
| یادداشت: | |
| 1 SCEA - زاویه لبه جانبی یا زاویه سر ابزار. 2 در هر نقطه که توصیه می شود برش خشک، جت هوائی که به وسیله ابزار هدایت می شود، ممکن است افزایش عمر ابزار را افزایش دهد. مایع خنک کننده پایه آب نیز ممکن است موثر باشد. 3 روغن خنک کننده باید با کیفیت برتر، نفت سولفوکلراید با افزودنیهای فشار شدید باشد. ویسکوزیته در 100 درجه فارنهایت از 50 تا 125 ثانيه SSU. 4 خنک کننده پایه آب باید با کیفیت برتر، روغن محلول سولفوکلرین آب یا امولسیون شیمیایی با افزودنی های شدید فشار باشد. 15: 1 مخلوط کنید با آب مخلوط کنید. خنک کننده آب پایه ممکن است باعث شکستن و شکست سریع ابزار کاربید در قطع قطع شود. | |
| جدول 17 | |
|---|---|
| نوع ابزار توصیه شده و شرایط ماشینکاری | |
| عملیات | کاربید ابزار |
| مواجه شدن با فرز | کاربید به طور کلی موفق نیست، کلاس C ممکن است کار کند. استفاده از راک محوری و شعاعی مثبت، زاویه گوشه 45 درجه، زاویه تسکین 10 درجه. سرعت: 50-60 اسب بخار. خوراك: 0.005-0.008 سانتيمتر. خنك كننده هاي نفتي يا آبي باعث كاهش شوك حرارتی كاغذ كربد می شوند. |
| پایان میل | توصیه نمیشود، اما نمرات C-2 ممکن است در تنظیمات خوب موفق باشند. استفاده از غلاف مثبت سرعت: 50-60 اسب بخار. خوراک: همان فولاد با سرعت بالا. خنک کننده های روغن یا آب پایه آسیب های شوک حرارتی را کاهش می دهد. |
| حفاری | کلاس C-2 توصیه نمی شود، اما در صورتی که عمق زیادی وجود نداشته باشد، مته های نازک ممکن است در راه اندازی سفت و سخت موفق شوند. وب باید برای کاهش ریزش کاهش یابد. استفاده از 135 درجه شامل زاویه در نقطه است. تفنگ تفنگ می تواند مورد استفاده قرار گیرد. سرعت: 50 اسب بخار. خنک کننده روغن یا آب. مته های کاربید خنک کننده در برخی از تنظیمات ممکن است مقرون به صرفه باشند. |
| Reaming | کلاس C-2 یا C-3: توصیه های ناقص توصیه می شود، ریمرهای کاربید جامد نیاز به تنظیم خوبی دارند. هندسه ابزار همان فولاد با سرعت بالا است. سرعت: 50 اسب بخار. خوراک: همان فولاد با سرعت بالا. |
| ضربه زدن | موضوع های ماشین را توصیه نمیکنند یا آنها را رول میگذارند. |
| ماشینکاری الکتریکی | آلیاژها را می توان به راحتی با استفاده از هر دستگاه ماشینکاری (EDM) یا سیم (EDM) با سیستم تخلیه الکتریکی معمولی برش داد. |
| یادداشت: | |
| 5 ستاره سرعت بالا M-40 شامل M-41، M-42، M-43، M-44، M-45 و M-46 در زمان نوشتن است. دیگران ممکن است اضافه شوند و باید به همان اندازه مناسب باشند. 6 روغن خنک کننده باید یک کیفیت برتر، روغن سولفوکلراید با افزودنی های شدید فشار باشد. ویسکوزیته در 100 درجه فارنهایت از 50 تا 125 SSU. 7 روغن خنک کننده آب باید دارای کیفیت برتر، روغن محلول در آب سولفوکلرین یا امولسیون شیمیایی با افزودنی های شدید فشار باشد. 15: 1 مخلوط کنید با آب مخلوط کنید. | |
| جدول 18 | |
|---|---|
| برش پلاسما قوس | |
| Hastelloy B2 را می توان با استفاده از هر برش معمولی سیستم برش پلاسما برش داد. بهترین کیفیت قوس با استفاده از مخلوط گازهای آرگون و هیدروژن به دست می آید. گاز نیتروژن می تواند جایگزین گازهای هیدروژن شود، اما کیفیت برش کمی کاهش می یابد. هنگام برش پلاسما این آلیاژ ها باید از هوا و یا هر گاز حریق اکسیژن استفاده کنید. | |
عکس محصول:



بسته بندی و حمل و نقل:



تماس با شخص: Mr. Gao Ben
تلفن: +86-18068357371
فکس: 86-0510-88680060





